

First of all, I would like to remember once more the terms and differences between “Quality Control” and “Quality Assurance”.
QC = Only the activities that consist of checking whether conformity is achieved or not.
QA = All the activities that aim at ensuring a certain level of quality. It includes defining;
What the requirements + Setting up a proper management system + QC.
It is important to understand that QA includes QC. It is not “either QA or QC”.
Importers are used to hear that “0% defect is impossible”. What when we look at the history of Japon miracle 1950s to 1970s; they decreased their defect rate below 50 parts per million (that’s 0.005%). Some of them were employing housewives in the countryside, and their operations were all manual!
By applying a set of principles it is possible to improve a factory’s quality and decrease the defect rate.
1- Production Cycles Helps to Determine Quality Defects
Many factories manage to reduce their cycle time (the time between starting a production run and getting some finished products) by 80% to 90% with the following production cycle;
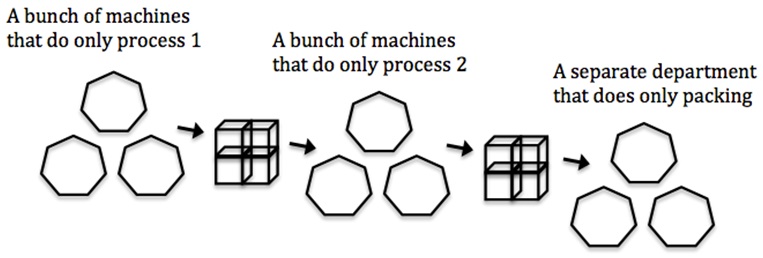
By this method, it is difficult to determine the defective product got defect at which process. Because the production batch would have already been completed it is much more difficult to identify where the root cause of the problem took place, let alone fix the issue right away before it affects the whole batch. To avoid widespread quality problems;
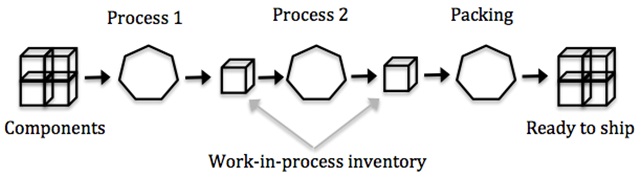
With this method, finished products can be inspected/tested a few hours (maximum) after a product is launched, and the root cause(s) of a defect is much difficult to find – the production batch is probably still in work-in-process status and “the trail is still hot”, as they say.
2- Discipline improves adherence to standards
For every factory ISO 9001-compliant quality systems are available on the internet and are (supposedly) ready to be used.
It doesn’t take months of work to place work instructions as well as photos of good and bad samples at each work station. The hard part is training, coaching, and enforcing. There is no substitute for managers walking the workshop floor every day and checking what the production staff is doing. Lack of presence on the factory floor is quite unfortunate.
A hired auditor can carry out 3 simple point check in the workshop to assess the quality level of a factory;
1- Does the place seem to be in order? Operators’ clothes and protective equipment are appropriate?
2- Are there process controls and product checks, and are they reporting? (Anything else that allows a supervisor to ensure it was checked.)
3- Do they keep the records of the changes that had been made on procedures, work instructions, forms…) over the last 3 months?
If the answers are YES auditors can have the idea that there is some sort of discipline for the quality.
3- Self Inspection
If you have entrusted operators who themselves do the most of the quality control with the first hands to solve defects problems before it starts. (It doesn’t mean each worker should evaluate their own work.)
Conflict with the pay scheme sometimes applied; paying the operator based solely on the number of pieces he/she makes)? Yes, surely you can work by this method, but compensation structures can be changed.
Does it take more time for the operators to do these checks? Yes, it can. Problems occur when a tough deadline needs to be met: operators might “exceptionally” choose to suspend self-inspection.
Extra time can be greatly reduced–and sometimes eliminated entirely by other precautions.
4- The magic of mistake-proofing and usability engineering
It is impossible to insert a cable of a computer in the wrong hole because they all have different shapes and sizes. It does not always prevent mistakes. But it still brings tremendous value. That’s usability engineering. It doesn’t cost a lot of money, however, it is effective.
– Asking the designer to make the holes in different shapes/sizes?
– Color-coding each hole and each cable?
It is called mistake-proofing. You can find 240 pages of real examples that were implemented in factory settings from the book: Poka-Yoke: Improving Product Quality by Preventing Defects
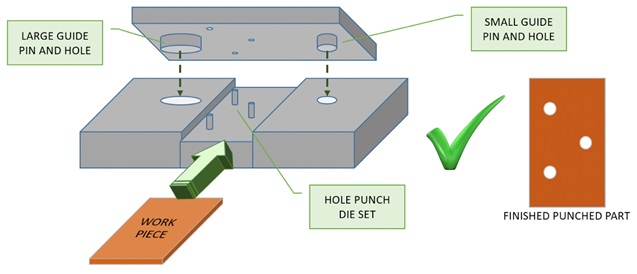
Check a sample application below (guide pins of different sizes, in a set of fixtures):
Summary:
Definitely, there are more than 4 principles be listed. Such as; staff training and process control.
These 4 principles listed above are those that generally make a big difference in a manufacturer’s quality level in a short amount of time. They do not require more capital investment. Do not every time focus on automation, keep the same people, and train them on how to work smarter!